امروزه موضوع بهينهسازي مصرف انرژي در كارخانجات سيمان به عنوان يک عامل تاثيرگذار در قيمت تمام شده محصول محسوب گرديده و از ديدگاه مديريت سازمانها جديتر از گذشته در حال پيگيری میباشد. بهینهسازی و کاهش مصرف سوخت، بهویژه در راستای حفظ منابع اقتصاد ملی، از اهداف کلیدی هر کشور به شمار میآید و در سالهای اخیر در ایران نیز به این موضوع توجه ویژهای شده است و صنایع به دنبال راهکارهای اقتصادی موثر در زمینه کاهش مصارف انرژی میباشند. یکی از این راهکارها، مطالعه رابطه بین مدولهای شیمیایی و تاثیر آن بر روی قابلیت پخت و میزان مصرف انرژی بوده که تاکنون بررسی زیادی بر روی آن صورت نگرفته است. لذا در این مقاله سعی بر این است که تاثیر فاکتورهای [1]LSF، [2]SM، [3]AM، [4]LP و الک 90 میکرون خوراک کوره بر روی میزان مصرف سوخت سیستم پخت کارخانه سیمان سیستان با استفاده مدلسازی ریاضی به روش پاسخ سطح(RSM) بررسی گردد. در بین مدولهای شیمیایی آنالیز خوراک کوره LSF و AM بیشترین تاثیر بر میزان مصرف سوخت را داشتهاند (هرچه میزان این دو پارامتر روندی رو به بالا و افزایشی داشته شاهد افزایش میزان کیلوکالری مصرفی بودهایم)، پارامتر LP دارای رابطه معکوس بوده و افزایش آن باعث کاهش میزان مصرف سوخت شده است و الک 90 میکرون به دلیل داشتن دامنه تغییرات کم در مدل نمایان نبود. در نهایت راهکار ارائه شده به صورت عملیاتی در واحد مربوطه اجرا و صحت بهینهسازیهای فوق مورد ارزیابی قرار خواهد گرفت.
[1] Lime Saturation Factor
[2] Silica Modulus
[3] Alumina modulus
[4] Liquid phase
مقدمه
صنعت تولید سیمان به عنوان یک صنعت انرژی بر، حدود هفت درصد از کل انرژی مصرفی جهان را به خود اختصاص داده [1،2] و بطور متوسط، حدود 100 کیلووات ساعت بر تن سیمان انرژی الکتریکی و 790 تا 820 کیلوکالری بر کیلوگرم کلینکر انرژی حرارتی مصرف شده که هزینه آن 30 تا 40 درصد از مجموع هزینههای تولید را شامل میشود [3]. در این زمینه مطالعات و بررسیهای متعددی انجام گرفته که تا حدودی نقش موثری در کاهش مصارف انرژی در صنعت سیمان داشته است. فلائو و بونا حمیدی [4] از یک ابزار پیشرفته تحلیل انرژی برای ارزیابی پتانسیل واقعی تغییرات ترمودینامیکی در سیستم انرژی استفاده کردند. تاویل و همکاران [5] تحلیلی بر اساس دمای کلینکر خروجی از کولر ارائه کردند. شائو و همکاران [6] با بهرهگیری از تحقیقات تجربی و شبیهسازی عددی، توزیع گرما را در کل سیستم کولر بررسی کردند. همچنین، شائو و همکاران [7] با استفاده از تکنیکهای بهینهسازی، مدلی برای توزیع هوا به منظور بازیافت گرما از سیستم خنککننده کلینکر ( کولر ) ارائه کردند. اوتلو و همکاران [8] کارایی انرژی آسیاب مواد خام را در این زمینه ارزیابی کردند. آتاماکا [9] فرآیند تولید سیمان را از منظر تعادل انرژی خلاصه کرده و نشان دادند که افزایش بازدهی انرژی سوخت میتواند به کاهش مصرف انرژی کمک کند. در مطالعات بیان شده، برای بررسی بهرهوری و بهینه سازی انرژی از مدلهای مکانیکی استفاده شده است، اما توسعه این مدلها ممکن است پیچیده و زمانبر باشد. در این مطالعه، مدلهای ساده عددی RSM با استفاده از دادههای واقعی تولید برای به دست آوردن رابطه بین مصرف سوخت و مدول های شیمیایی از طریق نرمافزار Design Expert بهینه سازی شد تا بهترین بازدهی را بتوان تعیین کرد. در این مطالعه جامعه آماری تصادفی خوراک کوره طی یک بازه زمانی شش ساله (1397-1402) مورد بررسی قرار گرفت. در جدول 1 مشخصات عددی آنالیز شیمیایی خوراک کوره سیمان سیستان برای بازه شش سال آورده شده است. بخشی از دیتاهای دریافتی از آزمایشگاه Xray کارخانه سیمان سیستان در جدول B پیوست آورده شده است [10].
جدول 1. مشخصات عددی آنالیز شیمیایی خوراک کوره سیمان سیستان طی سالهای 1402-1397
| دامنهتغییرات | پارامتر |
| 90-96 | LSF |
| 8-11 | sieve 90 micron |
| 2.24-2.48 | SM |
| 1.19-1.46 | AM |
| 26-28 | LP |
روش تحقیق
روش سطح پاسخ (RSM)
آزمایش ابتدایی تک فاکتوره، تقریبی را برای محدوده پنج عامل به همراه داشت: مقدار LSF (90-96)، sieve 90 micron (11-8)، SM (2.24-2.48)، AM (1.19-1.46) و LP (26-28). یک آزمایش Box-Behnken با پنج عامل در سه سطح با استفاده از نرم افزار Design-Expert 13.0 برای بررسی تأثیرات پنج عامل بر روی کیلوکالری مصرف سوخت انجام شد. پاسخ با استفاده از میانگین نتایج DEM مورد ارزیابی قرار گرفت و با استفاده از تحلیل واریانس (ANOVA) برای تعیین اثرات اصلی و متغیرهای متقابل برای هر پاسخ مورد تجزیه و تحلیل قرار گرفت. برای نشان دادن محدودههای مورد نظر برای پاسخ، یک رویکرد چند پاسخ با استفاده از روش مطلوبیت توصیف شد [12-11]. این رویکرد از تابع مطلوبیت، همانطور که در رابطه (1) نشان داده شده است، استفاده کرد.
D = (d₁ · d₂ · … · dₙ)1/n = (∏i=1ndi)1/n (1)
که در آن n تعداد پاسخ و نشان دهنده پاسخ میباشد.
با استفاده از نرم افزار Design Expert توسعه مدل رگرسیون انجام شد و نتایج مدل سازی ارائه گردید. معادله رگرسیون عامل کدگذاری در رابطه (2) نشان داده شده است.
Y = 2.569E+09 + 5.122E+07A + 6.823E+07E – 8.192E+07AD + 4.286E+07DE + 7.077E+07A2 + 4.627E+07D2 (2)
نتایج و بحث
ارزیابی پتانسیل پیشبینی مدل توسعه یافته
با تعیین R، R2 (میانگین مربعات)، R2 (خطای تعدیل شده) و پیش بینیهایی که در یک مدل رگرسیون معنی دار نیستند (Adjusted R²) در مدل RSM توسعه یافته مورد ارزیابی قرار گرفت. جدول 2 یک نمای کلی از ارزیابی عملکرد و کاربرد مدل پیش بینی برای پاسخ را ارائه میدهد. مدل درجه دوم بهترین مدل پیشبینی پاسخ میباشد. با توجه به دادههای جدول بهترین مقادیر برای بهینه سازی مصرف انرژی براساس تمامی پارامترها به شرح ذیل میباشد. R² پیش بینی شده 0.6372 با R² تعدیل شده 0.7569 مطابقت معقولی دارد. یعنی تفاوت کمتر از 0.2 است و میتوان از آن برای درونیابی استفاده کرد. همچنین مقادیر خطای تصادفی کمتر از 0.0500 نیز نشان میدهد که شرایط مدل قابل قبول است. در این مدل پارامترهای A، E، AD، DE، A²،D2 بیشترین تاثیرگذاری را بر روی مصرف انرژی دارند، همچنین مقادیر بیشتر از 0.1000 بیان میکند که شرایط مدل معنی دار نیستند (جدول A). جدول 2 مقادیر تعیین شده برای مدلهای اثبات شده و ارزیابی عملکرد را نشان میدهد. مقدار R2 نشان میدهد که مدل میتواند بالای نود درصد از واریانس دادههای عملیاتی و مقادیر مورد انتظار را توضیح دهد و صحیح بودن مدل را اثبات میکند. در جدول 3 مدل های آماری برای ارزیابی با ذکر معادله آورده شده است.
جدول 2. خلاصه مدل و ارزیابی عملکرد آنها
| Source | Sequential p-value | Adjusted R² | Predicted R² | Predicted R² | R2 | |
| Linear | < 0.0001 | 0.7009 | 0.7009 | 0.6826 | 0.7139 | پیشنهادی |
| 2FI | 0.0374 | 0.7266 | 0.7266 | 0.6364 | 0.7623 | |
| Quadratic | 0.0061 | 0.7569 | 0.7569 | 0.6372 | 0.7992 | پیشنهادی |
| Cubic | 0.1488 | 0.7850 | 0.7850 | -0.4682 | 0.8878 |
جدول 3. معادلات مدل های آماری برای ارزیابی
| شماره | معادله |
| (3) | R² = 1 – (∑i=1n(Yi,pre – Yi,exp)²) / ∑i=1n(Yi,exp – Ym)² |
| (4) | Adjusted R² = 1 – (1 – R²) × (n – 1) / (n – k – 1) |
نتایج آزمون آنالیز هر مدل اختلاف بین مقادیر مشاهده شده و مقادیر مورد انتظار در شکل 1 نشان داده شده است. نقاط در شکل 1 روند توزیع نرمال را نشان میدهند و در یک خط مستقیم پراکنده شدهاند. به دلیل اختلاف کمتر بین نقاط شبیه سازی در مدل پیش بینی شده مقادیر غیر قابل پیش بینی کمتری وجود داشت، در نتیجه مدل مورد استفاده در این مطالعه قابل اعتماد تلقی میشود.
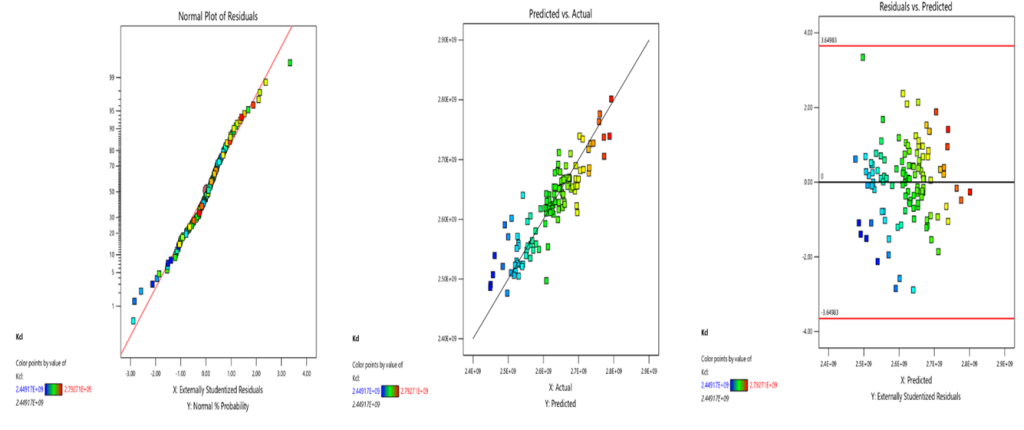
شکل 1. نمودارهای توزیع نرمال، نمودارهای پیشبینیشده در مقابل نمودارهای واقعی، و نمودارهای باقیمانده در مقابل پیشبینیشده از پاسخ: Kcl
برای سهولت مطالعه، از A برای نشان دادن عامل LSF، B برای نشان دادن عامل sieve 90 micron، C برای نشان دادن عامل SM، و D برای نشان دادن عامل AM و E برای LP استفاده کردیم. جدولA در پیوست نشان میدهد که عوامل تاثیرگذار اصلی A، E، AD، DE، A²،D2 بودند. اگرچه فاکتور C معنی دار نبود، اما به دلیل اثر متقابل معنی دار آن تلقی میشود. همانطور که در شکل 2 نشان داده شده است، کیلوکالری به طور قابل توجهی تحت تأثیر عوامل منفرد LSF و SM و AM قرار گرفت که هر عامل روندی متعاقبا” افزایشی داشته است.
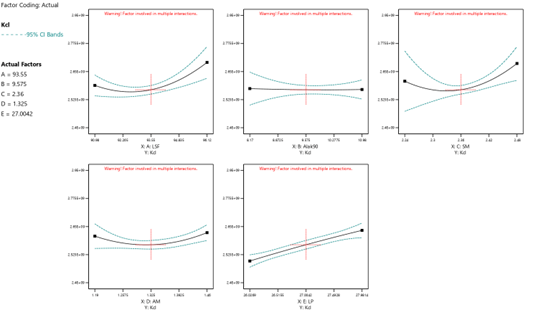
شکل 2. اثر عوامل منفرد بر پاسخ (a:LSF)، (b:SM) و (c:AM)
نمودارهای پاسخ سطح برای شرایط تعاملی در شکل 3 نشان داده شده است. نمودارهای کانتور برای فاکتور AC شکل 3 (A) کاملاً بیضوی بوده که نشاندهنده برهمکنش قابل توجهی بین آنها میباشد. در این فاکتور ابتدا روند به صورت کاهشی بوده اما به مرور در طول شرایط بهره برداری روند افزایشی داشته است. شکل 3 (D) نمودار کانتور سطوح پاسخ بصورت بیضوی میباشد. این نشان میدهد که تعامل معنی داری بین عناصر مؤلفه در این عبارت وجود دارد. ابتدا روند به صورت کاهشی و سپس با افزایش SM افزایش یافت و با افزایش AM نیز به طور قابل توجهی روند افزایشی بوده است. شکل 3 (C-E-F) نشان میدهد که کانتورهای AE، CE و DE به طور نامنظم دایره ای و بسیار تعاملی بودهاند. در شکل E با افزایش تدریجی LP مقدار کیلوکالری روندی کاهشی داشته است، اما با افزایش SM شروع به افزایش کرده است. در شکل F نیز رفتار مشابه شکل قبل مشاهده شد با افزایش مقدار LP کیلوکالری مصرفی روندی کاهشی و با افزایش AM شاهد روند افزایشی بودهایم. در شکل C نیز با افزایش میزان LSF میزان کیلوکالری مصرفی افزایش پیدا کرده و با افزایش میزان LP روند به صورت کاهشی بوده است.
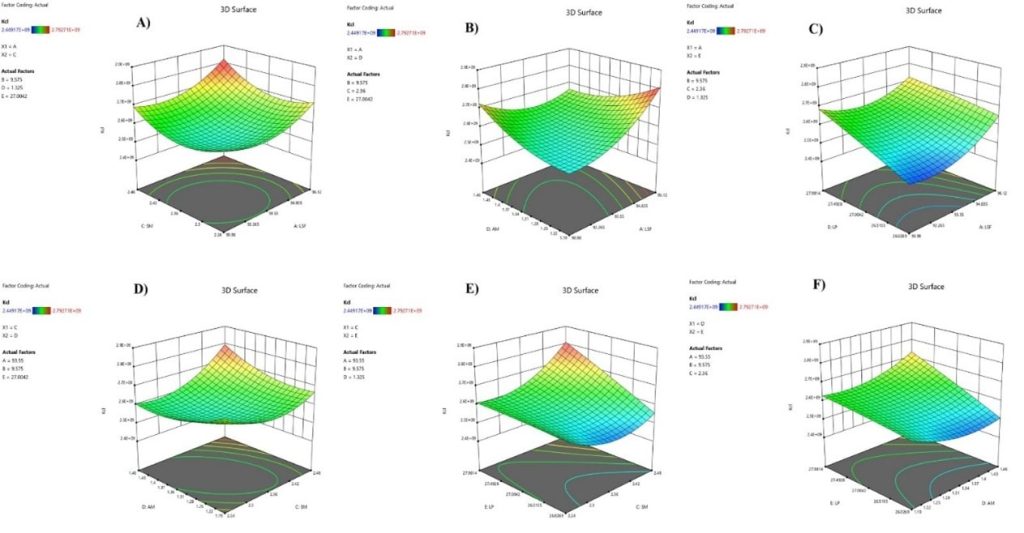
شکل 3. نمودارهای پاسخ سطح و کانتور شرایط تعامل مختلف در حالت سه بعدی برای پاسخ: A) LSF و SM بر Kcl ، B) LSF و AM بر Kcl ، C) LSF و LP بر Kcl، D) SM و AM بر Kcl، E) SM و LP بر Kcl ، F) AM و LP بر Kcl
بهینه سازی و اعتبارسنجی مدل
همانطوری که در جدول 4 مشاهده میکنید نتایج بهینهسازی پاسخ، مناسب و قابل اعتماد هستند، زیرا در بازه پیشبینی 95% قرار دارند.
جدول4. داده های تایید شده برای مدل پیش بینی شده ( کیلوکالری مصرفی)
| میانگین پیش بینی شده | میانه پیش بینی شده | انحراف معیار استاندارد | خطای استاندارد میانگین | با 95% اطمینان در محدوده واقعی (پایین ترین) | با 95% اطمینان در محدوده واقعی (بالا ترین) |
| 2.56911E+09 | 2.56911E+09 | 3.83551E+07 | 9.66782E+06 | 2.54992E+09 | 2.5883E+09 |
نتیجه گیری
برای غلبه بر محدودیتهای مکانیکی زمانبر و دشوار بر روی میزان تاثیر پارامترها بر یکدیگر در فرآیند تولید سیمان، مدل عددی پاسخ سطح با استفاده از دادههای عملیاتی و تجربی مورد بررسی قرار گرفتند. با استفاده از دادههای واقعی تولید برای به دست آوردن رابطه بین مصرف سوخت و مدولهای شیمیایی و بهینه سازی آنها از نرمافزار Design Expert استفاده گردید تا بهترین بازدهی را بتوان تعیین کرد. اگرچه مدل در عمل به خوبی عمل میکند اما به طور کلی مدلهای پیش بینی شده همیشه راه حلی صحیح برای بهینه سازی ارائه نمیکنند و بایستی در عملیات بهره برداری به مقادیر صحیح و دقیقتر دست یافت. در سیمان سیستان به این نتیجه رسیدیم که در بین مدولهای شیمیایی آنالیز خوراک کوره LSF و AM بیشترین تاثیر بر میزان مصرف سوخت را داشتهاند (هرچه اعداد این دو پارامتر روندی رو به بالا و افزایشی داشته شاهد افزایش میزان کیلوکالری مصرفی بودهایم) در مقابل پارامتر LP دارای رابطه معکوس بوده و افزایش آن باعث کاهش میزان مصرف سوخت شده و الک 90 میکرون به دلیل داشتن دامنه تغییرات کم در مدل نمایان نبود. در نهایت راهکار ارائه شده به صورت عملیاتی در واحد مربوطه اجرا و صحت بهینهسازیهای فوق مورد ارزیابی قرار خواهد گرفت.در این تحقیق، کمترین مقدار دامنه هر عامل، سطح پایین و بیشترین مقدار، سطح بالا و نقطه میانی بین سطوح پایین و بالا، سطح متوسط در نظر گرفته شد. در پایان میزان بهینه پارامترهای مورد بررسی که در آن مقدار مصرف سوخت در بهترین حالت ممکن بوده به شرح جدول ذیل می باشد:
جدول 5. میزان بهینه داده ها پس از مدلسازی
| پارامتر | LSF | SM | sieve 90 micron | AM | LP | Kcal |
| میزان بهینه | 93.55 | 2.36 | 9.3 | 1.33 | 27.1 | 2.569*109 |
مراجع
- M.G. Rasul, W. Widianto, B. Mohanty. (2005). Assessment of the thermal performance and energy conservation opportunities of a cement industry in Indonesia, Applied Thermal Engineering, 25 (17-18), 2950-2965. DOI: 10.1016/j.applthermaleng.2005.03.003.
- Z. Fergani, D. Touil, T. Morosuk. (2016). Multi-criteria exergy-based optimization of an Organic Rankine Cycle for waste heat recovery in the cement industry, Energy Convers. Manag, 112, 81-90. DOI: 10.1016/j.enconman.2015.12.083.
- Ahamed Ju, N.A. Madlool, R. Saidur, M.I. Shahinuddin, A. Kamyar, H.H. Masjuki. (2012). Assessment of energy and exergy efficiencies of a grate clinker cooling system through the optimization of its operational parameters, Energy, 46, 664-674, http://dx.doi.org/10.1016/j.energy.2012.06.074.
- Fellaou, S., & Bounahmidi, T. (2017). Evaluation of energy efficiency opportunities of a typical Moroccan cement plant: Part I. Energy analysis. Applied Thermal Engineering, 115, 1161–1172. https://doi.org/10.1016/j.applthermaleng.2017.01.010.
- Taweel, T., Sokolova, E., Sergeev, V., & Solovev, D. (2018). Energy and exergy analysis of clinker cooler in the cement industry. Paper presented at the IOP conference series: Materials Science and Engineering.
- Shao, W., Cui, Z., & Ma, X.-T. (2020). Experimental research on cement grate cooler system and numerical simulation of its clinker cooling process. Applied Thermal Engineering, 181, 115904. https://doi.org/10.1016/j.applthermaleng.2020.115904.
- Shao, W., Cui, Z., Wang, N., & Cheng, L. (2016). Numerical simulation of heat transfer process in cement grate cooler based on dynamic mesh technique. Science China Technological Sciences, 59(7), 1065–1070. https://doi.org/10.1007/s11431-016-6074-6.
- Utlu, Z., Sogut, Z., Hepbasli, A., & Oktay, Z. (2006). Energy and exergy analyses of a raw mill in a cement production. Applied Thermal Engineering, 26 (17–18), 2479–2489. https://doi.org/10.1016/j.applthermaleng.2005.11.016.
- Atmaca, A., & Atmaca, N. (2016). Determination of correlation between specific energy consumption and vibration of a raw mill in cement industry. Anadolu Üniversitesi Bilim Ve Teknoloji Dergisi A-Uygulamali Bilimler Ve Mühendislik, 17(1), 209–219.
- آزمایشگاه Xray، کارخانه سیمان سیستان، هلدینگ همگامان توسعه سیستان و بلوچستان
- Myers R.H., Montgomery D.C. (2016). Anderson-Cook C.M. Response Surface Methodology: Process and Product Optimization Using Designed Experiments.John Wiley & Sons.
- Derringer G., Suich R. (1980). Simultaneous optimization of several response variables. Qual. Technol.12, 214–219. doi: 10.1080/00224065.1980.11980968.
پیوست
جدول A. پارامترهای ANOVA برای پاسخ پیشنهادی مسئله (مدل درجه دوم)
| Source | F-value | p-value |
| Model | 18.90 | < 0.0001 |
| A-LSF | 5.36 | 0.0228 |
| B-sieve 90 micron | 0.0086 | 0.9262 |
| C-SM | 1.87 | 0.1748 |
| D-AM | 0.2764 | 0.6003 |
| E-LP | 48.52 | < 0.0001 |
| AB | 1.87 | 0.1749 |
| AC | 0.0652 | 0.7991 |
| AD | 5.17 | 0.0252 |
| AE | 2.46 | 0.1200 |
| BC | 0.0093 | 0.9234 |
| BD | 0.0096 | 0.9220 |
| BE | 0.5324 | 0.4674 |
| CD | 2.64 | 0.1073 |
| CE | 2.93 | 0.0902 |
| DE | 5.40 | 0.0223 |
| A² | 10.95 | 0.0013 |
| B² | 0.0234 | 0.8788 |
| C² | 2.93 | 0.0901 |
| D² | 5.34 | 0.0230 |
| E² | 0.0797 | 0.7784 |
جدول B. شماری از دیتاهای دریافتی برای مدلسازی مقاله از آزمایشگاه X-ray کارخانه سیمان سیستان [10]
| LP | AM | SM | sieve 90 micron | LSF | ردیف |
| 27.29 | 1.36 | 2.35 | 9.62 | 90.98 | 1 |
| 27.78 | 1.43 | 2.38 | 10.31 | 93.65 | 2 |
| 27.59 | 1.23 | 2.38 | 9.38 | 94.65 | 3 |
| 26.57 | 1.3 | 2.34 | 9.87 | 92.14 | 4 |
| 27.79 | 1.43 | 2.36 | 9.55 | 95.36 | 5 |
| 26.10 | 1.41 | 2.48 | 8.47 | 94.4 | 6 |
| 27.95 | 1.43 | 2.39 | 10.8 | 92.65 | 7 |
| 26.29 | 1.3 | 2.32 | 9.93 | 93.22 | 8 |
| 27.05 | 1.35 | 2.32 | 10.97 | 93.27 | 9 |
| 27.58 | 1.19 | 2.4 | 9.45 | 93.88 | 10 |